
 Hejmo
Hejmo








01
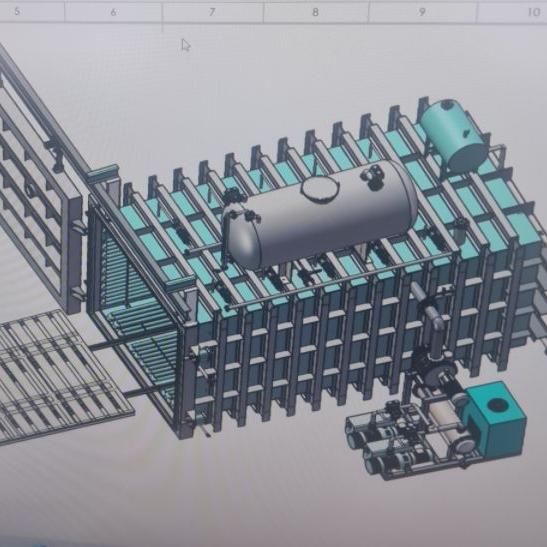




Malplena Sekiga Oleado Ekipaĵo
Ĝi kombinas la riĉan sperton de nia kompanio en produktado de transformiloj kaj amasigitan kompetentecon en ĉi tiu kampo.
Ĉefe uzata por sekigi kaj olei ole-mergitaj transformiloj, amorfa alojo transformiloj, reaktoroj, kaj kondensiloj.
Dum la sekiga procezo, la ekipaĵo senĉese ŝanĝas la premon en la sekiga tanko por certigi, ke la produkto estas varmigita egale, forigas vaporiĝintan humidon ĝustatempe kaj malhelpas la feran kernon de rustiĝado. Progresema sekiga metodo reduktas produktan deformadon kaj certigas ĝisfundan sekiĝon.
La ekipaĵo havas akcepteblan strukturon kaj procezon. Kompare kun tradiciaj vakuaj sekigaj metodoj, la sekiga tempo malpliiĝas je ĉirkaŭ 30-45%. Ĝi estas fidinda, efika kaj energiŝpara ekipaĵo kun plene aŭtomata oleopleniga sistemo, kaj la oleo-voluma agordo estas rapida kaj oportuna. Ni provizas transformilteknologion por la sekigado kaj oleopleniga traktado de elektraj produktoj por ole-mergitaj potencaj transformiloj sub 35KV (laŭvola 35KV kaj 10KV).
Ĉefaj teknikaj trajtoj de la ekipaĵo: La ekipaĵo havas zorge desegnitan vakuan sistemon, kaj sufiĉa kondensita akvo estas liberigita en la malalta temperatura kondensilo, kiu efike evitas humidan poluadon de la malplena pumpilo dum la sekiga procezo.
Dum la hejtado, la premo en la vakua tanko estas reduktita al certa valoro laŭ la temperatura ciklo de la produkto, kreante la plej taŭgajn kondiĉojn por la vaporiĝo de akvo en la izola tavolo de la produkto kaj certigante la raciecon de la vaporiĝa procezo dum la varmiga procezo. sekiga procezo.


Dum la hejtado, la premo en la vakua tanko estas reduktita al certa valoro laŭ la temperatura ciklo de la produkto, kreante la plej taŭgajn kondiĉojn por la vaporiĝo de akvo en la izola tavolo de la produkto kaj certigante la raciecon de la vaporiĝa procezo dum la varmiga procezo. sekiga procezo.
La ekipaĵo estas ĝustigita laŭ la prema svinga sekiga procezo, efike solvante la problemon de ferkerna rustiĝo dum la sekiga procezo. La ekipaĵa aŭtomatiga nivelo kaj pretiga teknologio atingis hejmajn altnivelajn normojn, certigante, ke produkta kvalito estas ĉe la gvida nivelo en la industrio.
La oleopleniga procezo estas efektivigita sub plena vakuo, kaj la oleo estas aŭtomate kaj precize plenigita post sekiĝo por certigi fidindan produktan kvaliton.
La ekipaĵo adoptas sistemon de tri-etapa vakuopumpilo, kun malplena tanko fina vakuo de 50Pa kaj elflua indico de ≤0.5mbar·l/s, certigante altpuran kaj alt-malplenan medion.
Oleo-gasa apartiga kolektanto estas instalita inter la vakuunuo kaj la vakua tanko por kondensi kaj reakiri parton de la izola oleo, tiel minimumigante kaj reduktante la poluadon de la vakua sistemo per la izola oleo.
Malplenaj sekigado kaj oleado de tankaj pordoj kaj tankaj kovrilflanĝoj estas fabrikitaj laŭ vakuaj ekipaĵnormoj por certigi la fortikecon de la flanĝoj.
Ĉiuj oleo-injektaj tuboj kaj akcesoraĵoj estas faritaj el 304 neoksidebla ŝtalo.


Taŭga nombro da oleinjektaj branĉtuboj eniras la oleinjekton tra flanĝoj.
Ĉiu grupo de branĉaj tuboj povas esti konektita al la produkto per taŭgaj duktoj por faciligi kvalifikitan izolan oleon eniri la produkton.
La sistemo de oleo injekto estas ekipita per turbina flumezurilo, kiu estas uzata por antaŭdifini la totalan oleoinjektan kvanton de ĉiu branĉo. Kiam la antaŭfiksita oleo-injekta kvanto estas atingita, la oleo-enirvalvo fermiĝas.
Ĉiu branĉo ankaŭ estas ekipita per mana neoksidebla ŝtala kontrolvalvo por kontroli la oleoinjektan fluon, tiel kontrolante la oleoinjektan rapidon.
La altnivela kontrolsistemo uzas Siemens PLC kiel la ĉefan kontrolunuon, kaj la operaciumo povas realigi aŭtomatan kontrolon de vakuado kaj oleoplenigo dum la procezo.
Inkluzive de temperatur-trovarmiga alarmo-informiloj, aŭtomata gas-tranĉo-protekto, alarmprogramoj, ktp.
La ekipaĵo estas ununura pordo kun vakuo kaj oleo pleniganta funkcioj, kaj la maksimuma pezo povas atingi 30T en unu operacio.
Sub malplenaj kondiĉoj, ununura oleopleniga valvo povas esti uzata por atingi aŭtomatan kvantan oleoplenigon aŭ manan oleon.
La funkciado de la ekipaĵo estas kontrolita per butonoj sur la kontrolpanelo, inkluzive de pordoŝaltiloj, vakuado, manlibro/aŭtomata oleoplenigo, ktp., kaj estas ekipita per kompletaj sekurecaj protektaj aparatoj.