Ĉi tio forigas sigelŝanĝojn dum bobenado. Krome, la maŝino ankaŭ estas ekipita per korekta sensila aparato. Ĝi uzas ne-kontaktajn fotoelektrajn sensilojn por detekti ajnan devion sur la folio rando kaj dinamike korektas ĝin per servo-movita devio-korekta mekanismo. La sistemo havas altan precizecon, altan respondecon kaj altan fidindecon, kaj la korekta precizeco estas ene de +/-0.4mm. Foliaj bobenoj estas bobenitaj kun kupro kaj aluminiaj folioj de malsamaj dikecoj kiel konduktiloj, larĝaj izolaj materialoj kiel intertavola izolaĵo, kaj mallarĝaj izolaj materialoj kiel fina izolajzo. La bobenoj estas formitaj per ununura volvaĵoprocezo sur alttensia tavola bobenmaŝino.
La maŝino ankaŭ kompletigas la veldon de la internaj kaj eksteraj kondukoj de la bobeno, same kiel la volvaĵon de la ekstera surfaco. Kun sia ampleksa funkcieco, la maŝino provizas ampleksan subtenon por fabrikado de foliaj ruloj laŭ la postulataj specifoj. Ĝi fariĝis esenca ekipaĵo por produkti partojn de tiaj elektraj produktoj. Investado en alttensia folio-volvaĵmaŝino certigas efikajn produktadajn procezojn, altkvalitan bobenproduktadon kaj ĝeneralan optimumigon de transformaj produktadoperacioj.
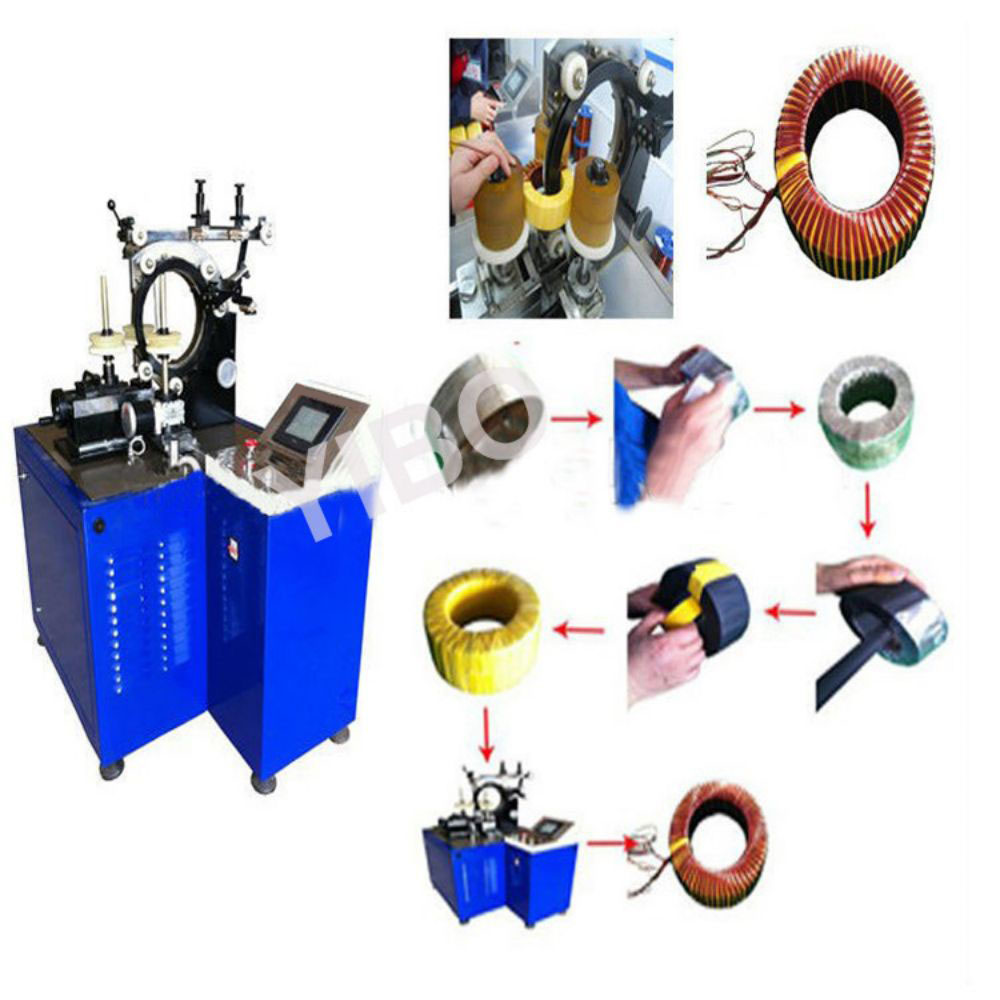
Alttensiaj foliaj bobenaj maŝinoj
precizeco kaj efikeco en fabrikado de bobenoj Alt-tensia bobena maŝino estas precizeca ekipaĵo speciale desegnita por renkonti la bezonojn de alttensia bobena produktado. Ĝi konsistas el pluraj ŝlosilaj komponantoj, kiuj funkcias kune por certigi precizan bobenon kaj superan bobenan kvaliton.
Malvolvilo de aluminio-folio
La malvolvilo subtenas la malvolviĝon, kolekton kaj malŝarĝon de aluminiaj foliaj strioj. Ĝi havas rondan spindelon kun kvar ligiloj kiuj tenas kvar disetendeblajn blokojn, permesante al la tamburo esti apogita sur la ŝarĝa tamburo per hidraŭlikaj subtenoj. La alt-potenca servomotoro kondukas la spindelon por precize malvolvi, malŝarĝi kaj rebobeni, permesante al vi ĝustigi laborkondiĉojn rapide kaj facile. Ĉi tiu dezajno certigas, ke la streĉa devio estas konstanta ene de la minimuma gamo dum la volvaĵprocezo. Du aroj de sendependaj malseketaj sentantaj aparatoj estas integritaj en la malvolva maŝino, kiu povas provizi larĝan gamon de streĉa ĝustigo.
La malseketiga aparato adoptas pneŭmatikan kontrolon por provizi konstantan streĉan funkcion por la servomotoro, kiu estas oportuna, pura kaj sekura kontroli. La tuta devolvaĵo estas konektita al la fuzelaĝo per grandaj linearaj gvidreloj kaj estas ekipita per servo-korekta sistemo. Sub la instrukcio de la PLC-kontrola sistemo kaj surbaze de la sugestoj de la detekta signalo de devio, la malvolva maŝino moviĝas precize laŭ la gvidrelo por ĝustigi la pozicion de la folio por certigi precizan poziciigon kaj devio-korektadon de la folio.


Bobena sistemo
La volvaĵmaŝino situas ĉe la antaŭa fino de la ekipaĵo kaj envolvas la foliobendon ĉirkaŭ la volvaĵŝakto. Priorigu mekanikan forton kaj eligan tordmomanton en la dezajno de la bobina maŝino, konsiderante la maksimuman grandecon de la laborpeca materialo kaj la ekspansioforton postulatan de la procezo. La ekstera ŝelo de la bobena maŝino estas soldata per dikaj ŝtalaj platoj kaj prilaborita post recocido kaj streĉa malpeziga traktado.
La ilara sistemo de la transmisio kaj rapidumujo konsistas el grandmodulaj helikformaj dentaĵoj, kies dentprofiloj estas malmoligitaj per muelanta teknologio. Ĉi tio certigas mekanikan forton ĉe alta tordmomanto, certigante glatan funkciadon kaj malaltajn bruajn nivelojn de la tuta ekipaĵo.
La maŝino adoptas reguligon de rapideco de ŝanĝiĝema ofteco por provizi maksimuman tordmomanton kaj taŭgan rotacian rapidon je malalta rapido. Ĝi provizas sufiĉan tordmomanton kaj maksimuman rapidecon por plenumi la postulojn de malsamaj volvaĵprocezoj. Dum la spindelvolva procezo, la startaj kaj haltaj akcelaj deklivoj estas taŭge fiksitaj, kaj ĝi havas bremsan funkcion por plibonigi funkcian haveblecon. Ĝi adoptas alt-motoran motoron kaj havas abundan potencorezervon.
Maldekstra/dekstra movada sistemo: La maldekstra/dekstra movado de la volvaĵmaŝino estas atingita per servomotora sistemo kaj precizeca planeda reduktilo.
Ĉi tiu sistemo certigas maksimuman devion de la du aroj de bobenoj dum bobenado kaj movado.
Ekzerca intenseco povas esti antaŭfiksita per la tuŝekrano kaj aktivigita per butonoj por facila operacio.


Bobena sistemo
Izola tavola aparato: La izola tavola malvolva aparato subtenas la volvaĵon de la izola materialo kaj certigas ĝian ekspansion dum la volvaĵo. La bobena maŝino estas ekipita per du aroj da izolaj malvolvaj mekanismoj, kiuj povas provizi du tavolojn de izola papero aŭ varmega izola filmo samtempe. La mekanismo konsistas el kvar partoj: plenblovebla ŝarĝa rulilo, veturadsistemo, izolaj tavolo gvidrulrulo, kaj malseketiga aparato. Premante la aervalvon ĉe la fino de la plenblovebla tamburo, la kaŭĉuka ekspansiobloko retiriĝas, permesante al la materialo esti enigita rekte en la tamburon. Uzu aerpafilon por liberigi la kaŭĉukan ekspansioblokon tra la aervalvo por fiksi kaj ŝveligi la izolitan bobenon kaj konservi la bezonatan ekspansiostaton dum la volvaĵo. La streĉiĝo povas esti ĝustigita oportune kaj arbitre per la gvida rulilo kaj malseketiga rulilo. La potenca sistemo de la izola malvolva aparato adoptas precizan servomotoron kaj havas larĝan streĉan ĝustigan gamon. La potenco de la malseketiga aparato estas kontrolita per pneŭmatika indukto, kiu sendas instrukciojn al la servomotoro por realigi la konstantan streĉan funkcion. Ĉi tiu dezajno certigas facilan kontrolon, purigadon, sekurecon kaj reigeblan rotacion por pliigita komforto.
Senbavuliga aparato
Ĉi tiu senbavura aparato efike forigas raŭbojn de folibendoj kontrolante la aerpremon penitan sur du aroj de precizecaj ruliloj. Ĉi tiu procezo ne nur forigas svingojn glate, sed ankaŭ disponigas multflankan oscilan movon al la kadro, kiu tenas la precizecajn rulpremilojn. Ĉi tio povas esti ĝustigita laŭ la dikeco, larĝo kaj hazardo de la bendo, efike reduktante svingojn sur la randoj de la aluminia folibendo. La aerpremo ankaŭ povas esti hazarde ĝustigita laŭ la dikeco de la folio, precipe por pli dikaj materialoj, multe reduktante la riskon de materiala malŝparo dum la bobina procezo.
Senbavumado estas kritika procezo, kiu ne povas esti ignorita, ĉar netraktitaj aŭ nepurigitaj bavuroj povas trapiki la izolan paperon, kaŭzante kurtcirkvitojn aŭ eĉ fajrojn. Multaj kompanioj emfazis la gravecon de ĉi tiu aspekto.
Notu
Unika dezajno - la senpoluiga aparato estas konektita al la malvolvilo kaj povas moviĝi horizontale por redukti deformadon kaj reziston kiam kompensas por bendo devio. Ĉi tio certigas la precizan vicigon de la produkto, efike forigas malpuraĵon sur la surfaco de la aluminia folio kaj plibonigas la stabilecon de produkta kvalito.
Aŭtomata velda aparato: Ĉi tiu velda aparato plenumas la veldajn postulojn de foliaj strioj kaj plumboj.
Por alĝustigi rondan veldon, la makzeloj de la velda aparato povas svingiĝi certagrade.
La malsupra makzelo povas apliki suprenan premon kaj la makzeloj povas esti anstataŭigitaj laŭbezone. La krampo de la velda sistemo estas instalita sur la fuzelaĝo, kaj la velda pafilo, aŭtomata marŝsistemo kaj krampo povas moviĝi maldekstren kaj dekstren sur la krampo. Tamen, post kiam la velda procezo estas kompleta, la velda mekanismo moviĝas reen maldekstren, liberigante la bobenan pozicion por pli facila operacio.
La velda pafilo estas muntita sur movebla troleo kaj povas esti alĝustigita al malsamaj pozicioj por adaptiĝi al diversaj veldaj formoj. La movebla troleo estas movita per ŝanĝiĝema motoro, reduktilo kaj ŝraŭbo. Veldado rapideco povas esti facile ĝustigita. Ĉi tiu veldmetodo uzas alternan kurenton kaj rektan kurenton por argonarka veldado (TIG) sen bezono de plenigaĵo.
Elektronika kontrolsistemo: La elektronika kontrolsistemo provizas instrukciojn por diversaj produktadelementoj, kiel volvaĵo, devio-alĝustigo, rondiro-kalkulado kaj diversaj ekranoj, bazitaj sur la kalkuloj de la PLC-kontrolsistemo uzante niajn proprietajn fontprogramojn kaj operaciajn procedurojn. La efektivigo de diversaj sistemoj estas garantiita. Funkciistoj nur bezonas enigi rilatajn laborajn parametrojn per la granda tuŝekrana HMI-interfaco por facile kompletigi amasproduktadon de laborpecoj kun la samaj specifoj.
Ĉiuj ekipaĵoj ankaŭ povas esti mane funkciigitaj per kontrolbutonoj, inkluzive de tuja operacio kaj ligoperacio. Estas multoblaj kriz-butonoj sur la ĉefa kontrolpanelo kaj grava ekipaĵo. Kiam nenormalaj kondiĉoj okazas, la sistemo povas esti malŝaltita ĝustatempe por certigi sekurecon.
Ĉiuj operacioj de la sistemo povas esti faritaj per la universala konzolo. Pneŭmatika sistemo: La sistemo adoptas modulan centralizitan kontrolon kaj multajn dampilojn por certigi, ke la brua nivelo de la tuta maŝino estas pli malalta ol simila importita ekipaĵo. La premo kaj flukvanto de ĉiu branĉo povas esti alĝustigitaj sendepende. La ekzekuto de ĉiu pneŭmatika ago estas kontrolita de PLC-programo.

 Hejmo
Hejmo