дадому
дадому








01


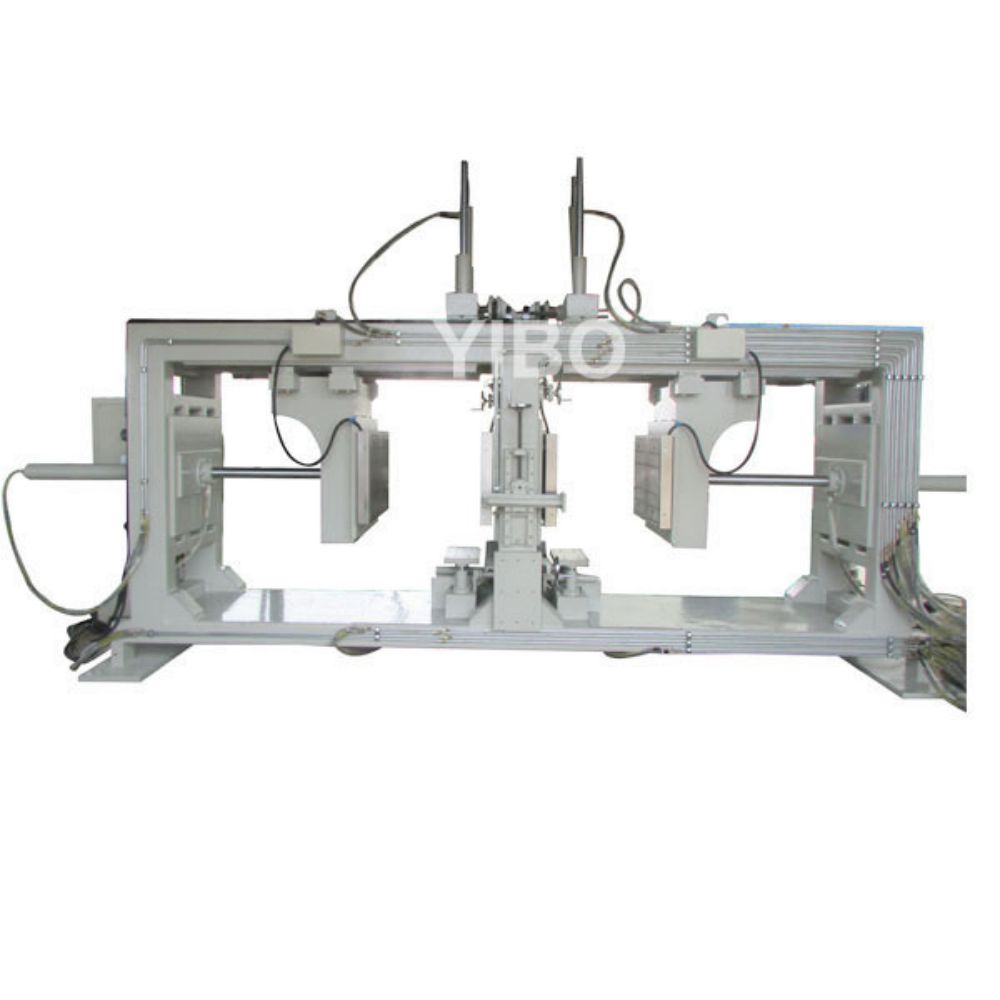

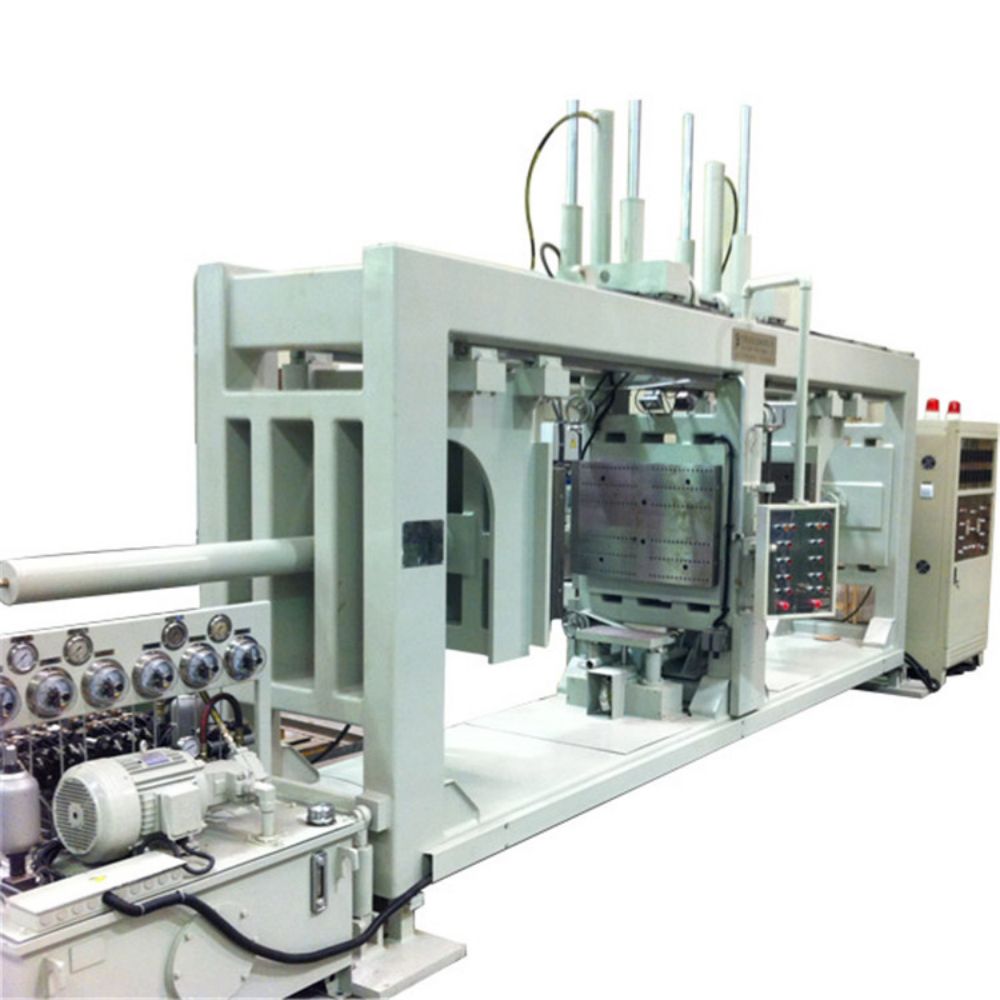
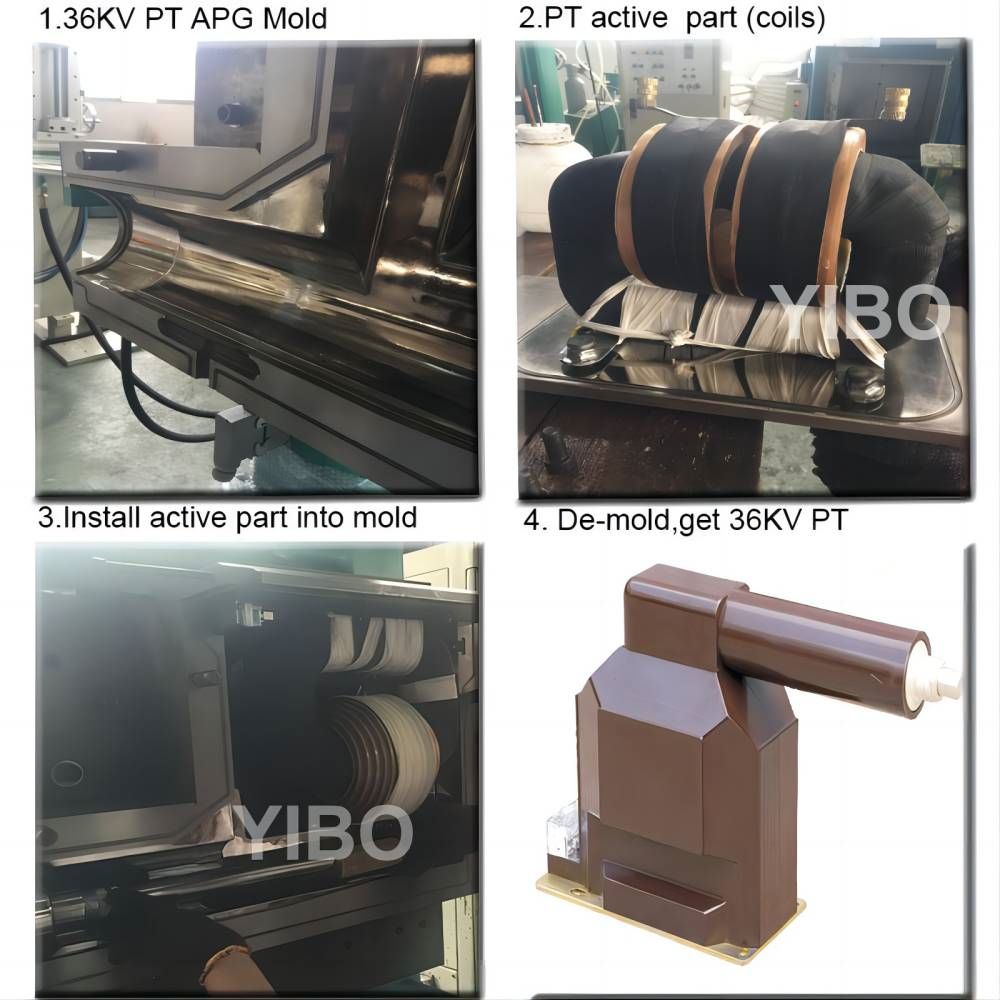
Двухстанцыйная заціскная машына APG
Частка рамы машыны
Інтэгральны каркасны механізм: апрацоўка адпалам пасля зваркі для ліквідацыі ўнутранага напружання
45 мадэляў лінейных накіроўвалых, апорных і накіроўвалых рухомых шаблонаў
Падвесная рухомая талерка
Асноўны ціск заціску 200 кН
Галоўны цыліндр закрыцця: дыяметр поршня 125 мм
Максімальная адлегласць паміж дзвюма награвальнымі пласцінамі складае 1750 мм, а мінімальная адлегласць - 200 мм

Параметры гарызантальнага заціску злева і справа
1.1 Станцыя A, B гарызантальная апалубка 900*600 мм (даўжыня × шырыня),
1. Максімальная гарызантальная сіла заціску 250 кН
1.3 Мінімальная адлегласць закрыцця складае 240 мм, а максімальная адлегласць адкрыцця - 1600 мм.
1.4 Перасоўны шаблон можа несці форму з максімальнай вагой 5 тон
1.5 Самая хуткая хуткасць закрыцця - 3,2 м/мін, самая павольная - 1,8 м/мін
1.6 Магутнасць ацяплення складае 48 кВт 380 В
1.7 Максімальная тэмпература нагрэву 300 ℃
Параметры выцягвання ядра злева і справа
2.1 Верхні шаблон для выцягвання стрыжня 640 × 240 мм × 40 мм (даўжыня × шырыня)
2.2 Максімальны ход 760 мм
2.3 Максімальная сіла заціску 7 тон
2.4 Самая хуткая хуткасць закрыцця складае 3,2 м/мін
2.5 Рухомы шаблон можа несці форму з максімальнай вагой 1 тону
2.6 Зарэзерваваная магутнасць нагрэву формы складае 4 кВт 220 В
2.7 Награванне да максімальнай тэмпературы 250 ℃ для выцягвання ядра
~ верхняя рухомая пласціна, якая цягне ядро; з
Верхні асноўны цыліндр: ход 800 мм, дыяметр поршня 80 мм, ход 400 мм;
2.1 Верхні шаблон для выцягвання стрыжня 650 × 260 мм × 45 мм (даўжыня × шырыня)
2.2 Максімальны ход 900 мм
2.3 Максімальная сіла заціску - 10 тон
2.4 Самая хуткая хуткасць закрыцця складае 3,2 м/мін
2.5 Перасоўныя шаблоны могуць перавозіць формы з максімальнай вагой 4 тоны
2.6 Зарэзерваваная магутнасць нагрэву формы складае 6 кВт 220 В
~ Ніжні стрыжань цыліндру: ход 800 мм, без катлавана, дыяметр поршня 80 мм, ход
400 мм;
~ Адлегласць паміж апорнай пласцінай і цэнтрам абсталявання складае: мінімум 270 мм, максімум 1020 мм;
~ Цыліндр перакладу: ход 550 мм;
~ Накіроўвалая ўтулка і накіроўвалая стойка: 2 камплекты, дыяметр 50 мм;
~ Пласціна для выцягвання стрыжня 550*240 мм, якая выкарыстоўваецца для ўстаноўкі прылады для выцягвання стрыжня пад форму;
~1 камплект ніжняга цыліндра выцягвання стрыжня і цыліндра пераключэння перадач і прылады абароны накіроўвалай рэйкі, каб пазбегнуць пашкоджання гумовага матэрыялу адпаведных рухомых частак
кавалкі;
~ Спадарожныя аксэсуары: электрычная разетка, алейная труба і г.д.
Выцягванне ядра ўверх і ўніз
~ ніжні стрыжань, які цягне рухомую пласціну;
Ніжні цыліндр выцягвання стрыжня: ход 800 мм, катлаван, дыяметр поршня 70 мм, (ход 400 мм; не капайце яму)
~ Адлегласць паміж дошкай для выцягвання стрыжня і цэнтрам прылады складае 270 мм (мінімум) і 1020 мм (максімум).
~ трансляцыя выцягвання стрыжня ўверх і ўніз: ход 500 мм; (электрычны, шрубавы замак)
Накіроўвалая ўтулка і накіроўвалая стойка: 2 камплекты, дыяметр 65 мм;
~ пласціна для выцягвання стрыжня 550*240 мм, якая выкарыстоўваецца для ўстаноўкі прылады для выцягвання стрыжня пад форму;
1 камплект ніжняга цыліндра для выцягвання стрыжня і цыліндра для перамяшчэння масла і прылады абароны накіроўвалай рэйкі, каб пазбегнуць пашкоджання адпаведных рухомых частак клеем;
~ Спадарожныя аксэсуары: электрычная разетка, трубкі і г.д.
PLC + сэнсарны экран кіравання
Інтэрфейс аперацыі просты і зразумелы, а аперацыю цытавання можна адлюстраваць.
~ Функцыі прылады, рэжым працы: ручной, аўтаматычны, аднаступенчаты.
Правы на кіраванне: для напісання і выкліку праграмы апрацоўкі прадукту патрабуецца пароль для ўваходу ў сістэму, каб прадухіліць мадыфікацыю і выклік праграмы па жаданні або ўцечку.
~ Прыняць сегментаваную хуткасць: хуткасць закрыцця кантралюецца паэтапна, каб забяспечыць эфектыўнасць вытворчасці і адначасова абараніць форму (падзелена на хуткую і павольную хуткасць і рэгуляваную, аўтаматычную змену хуткасці пры набліжэнні да формы). Маніторынг ціску на штампе, скід ціску: можа аўтаматычна кантраляваць у рэжыме рэальнага часу ціск у гідраўлічным цыліндры, калі ціск перавышае зададзенае значэнне, аўтаматычны скід ціску.